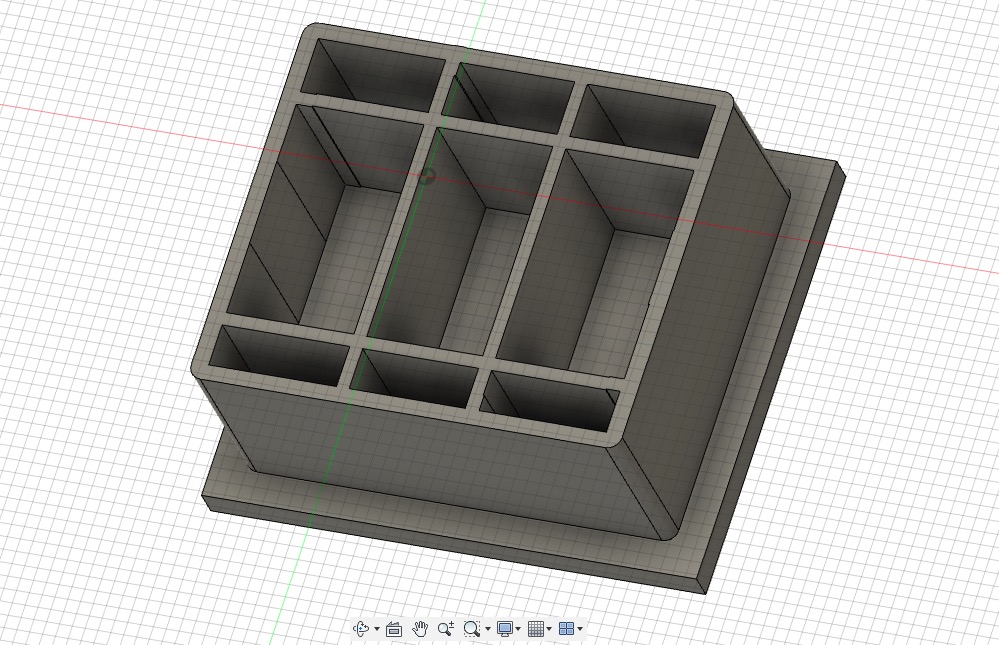
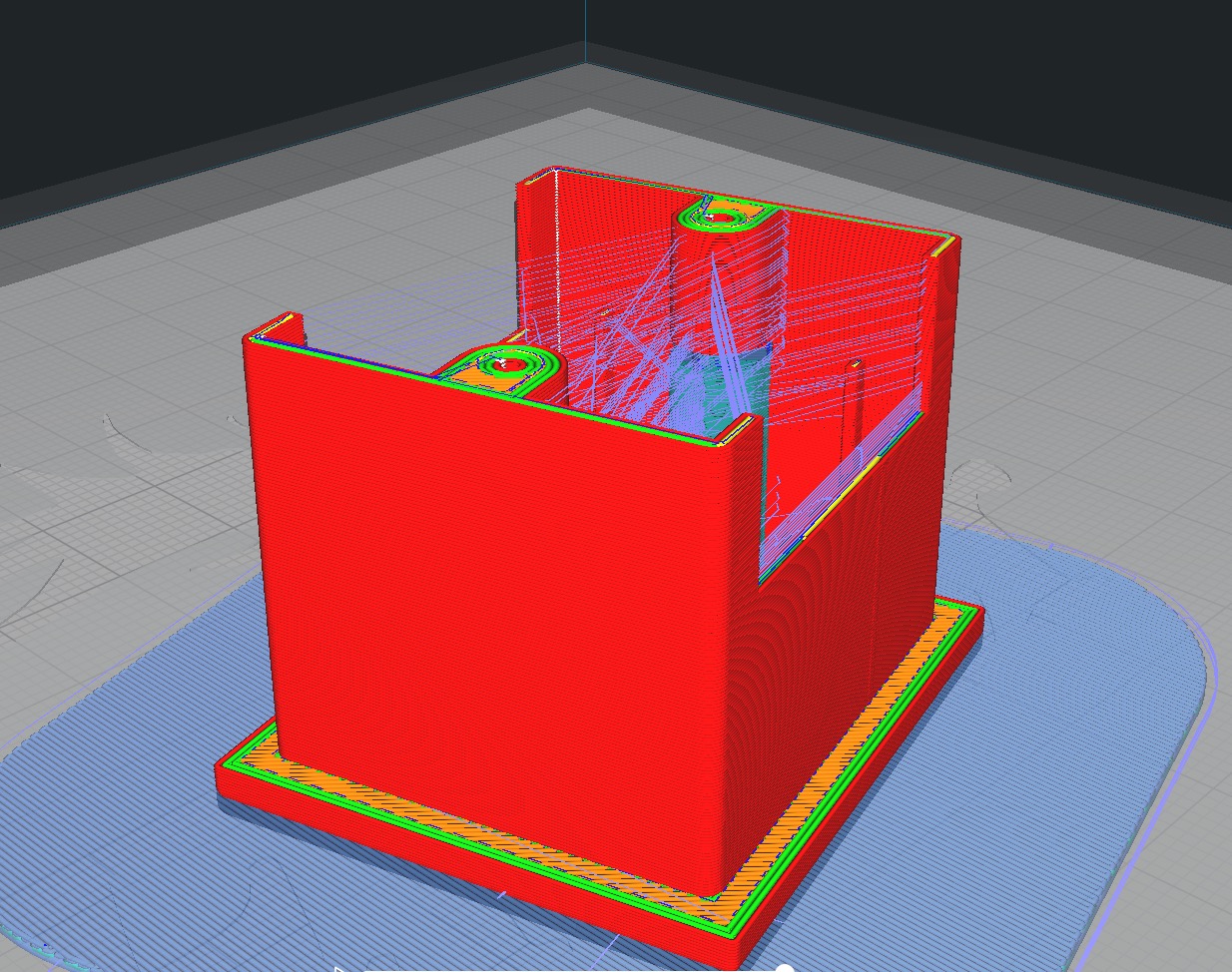
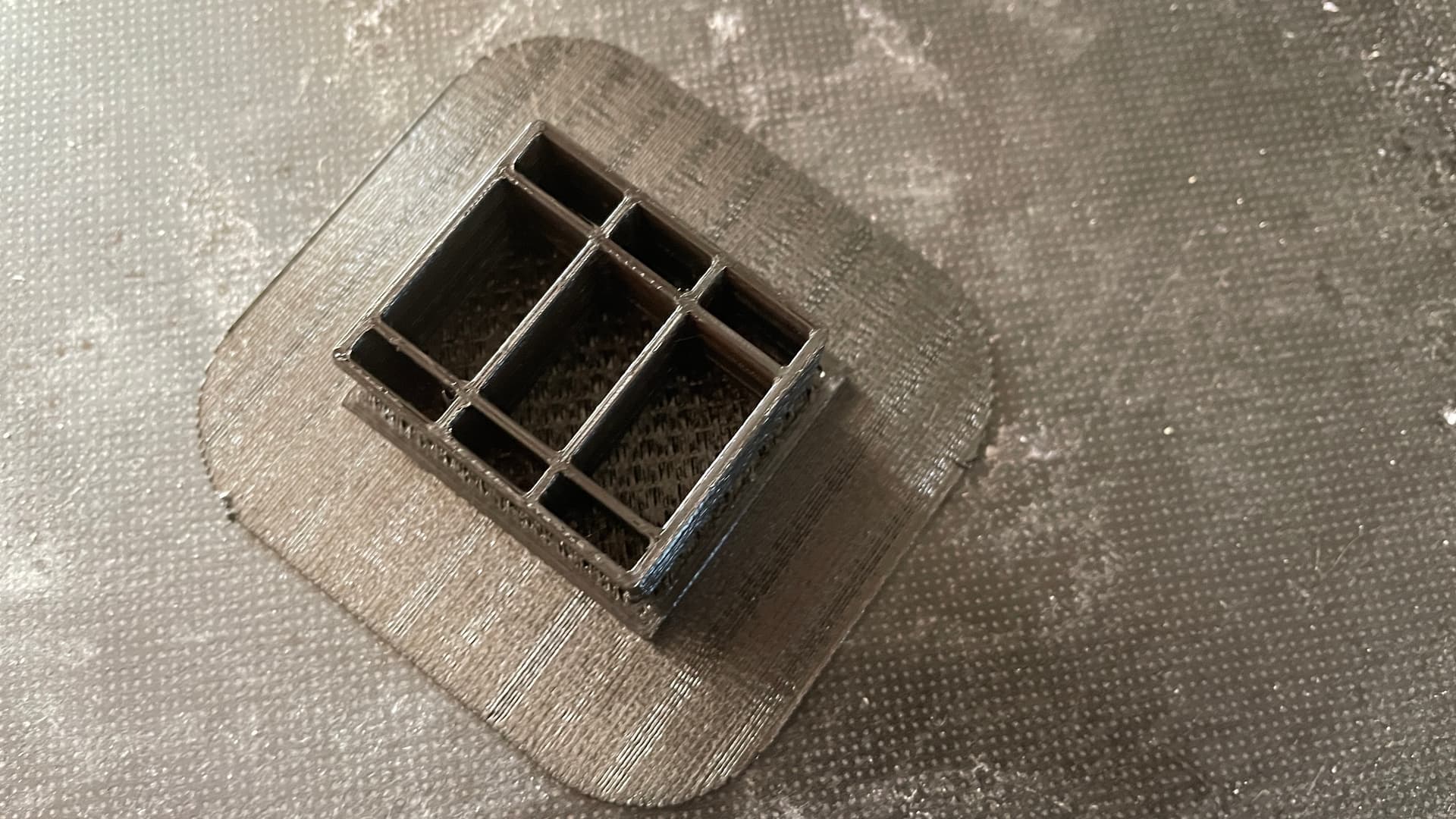
Model on Raft, Popped Off the Print Bed
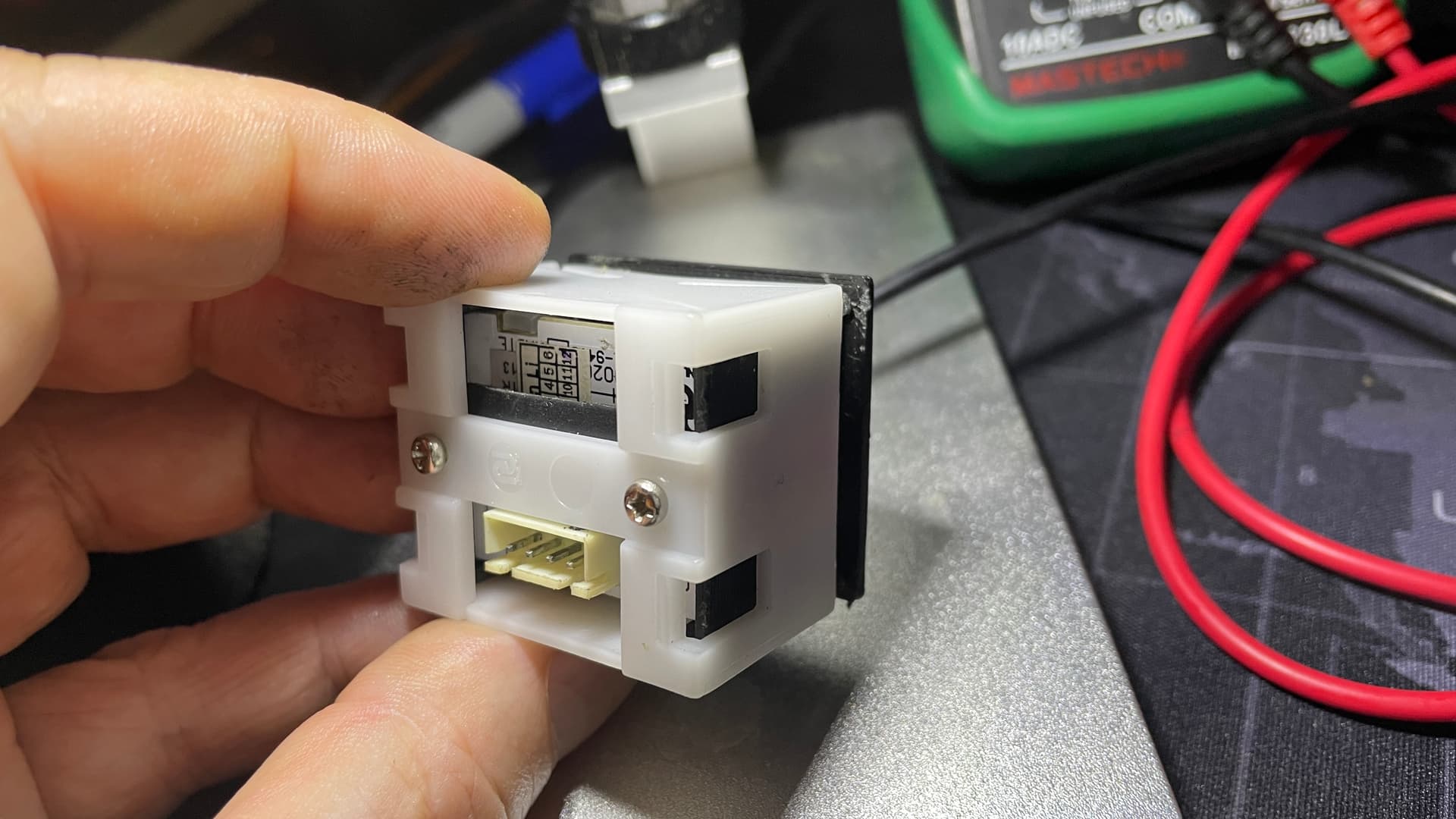
After two days of intense prototyping blank inserts for a Hitachi elevator button-hole (to block holes in the panel which are not needed), I could not get a nice finish on the bottom of the print, which is the surface of the part seen by users.
For details on the three main different types of print bed adhesion methods, rafts, brims and skirts; you can easily search the net or read the references at the bottom of this post. In a nutshell,
-
Shirt: A series of printed lines around the model to print which do not contact the model and only serve to prime the nozzle and prepare the nozzle for printing.
-
Brim: A series of printed lines and layers around the model to print which contact the model, helping with bed adhesion and priming and preparing the nozzle for printing.
-
Raft: A solid surface under the model, typically about 1mm tall (thick), where the model builds completely on top of the surface of the raft.
Much of the online 3D printing resources (see references at the bottom) advocate using skirts over brims, and brims over rafts, for a number of reasons. Most of these online resources repeat each other and from my experience, these resources are misleading.
The resources on the net basically say that skirts and brims will provide a much nicer surface on the bottom of the model where it meets the print bed. However, I have printed dozens of models over the past few days, and my experience was that, regardless of how careful we level the print bed, or set of temperatures, feeds and speeds, that rafts consistently provide the nicer print surface on the bottom of the print (percentage-wise), all things considered.
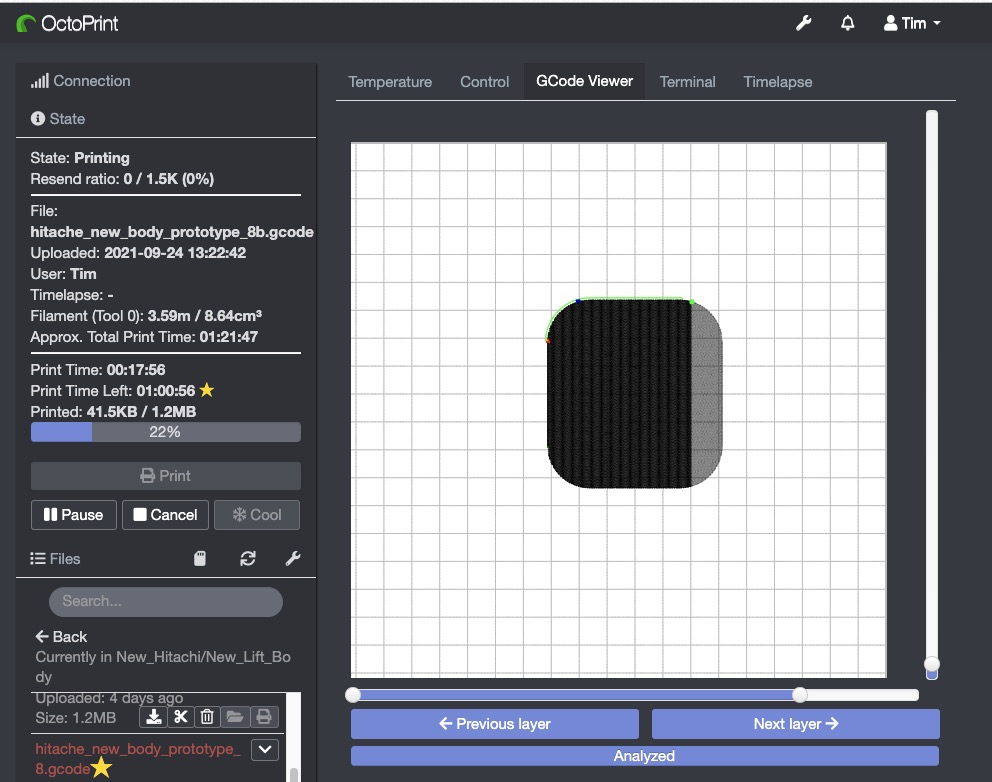
Here is one of my simple design prototype models printed "top down" on the print bed using a raft. You can see the large raft, 1mm thick as a solid layer between the model and the print bed, forming a consistent base for printing.
The literature says that prints with rafts are generally harder to remove from the print bed; but I found this to be incorrect. The reason is that if we use a skirt or brim and the model is stuck to the print bed, makers use a scraper or similar tool to pry the model off the bed. My experience is that this "prying action" can damage and often does damage the model.
If, on other hand, we use a raft, we can simply pry up the raft and leave the model without being damaged. I tested with across dozens of models and prints with rafts are far easier to remove (without any damage at all to the model) from the print bed.
Many online "expert" sites are also adamant that rafts do not provide as smooth a "bottom surface" as skirts or brims; but I found that also not to be the case, for a high percentage of prints. My test prints show that rafts provide a more consistent bottom print on a wide variety of surfaces, with and without extra bed adhesion (like a glue stick or hair spray, which do effect the surface of printed models).
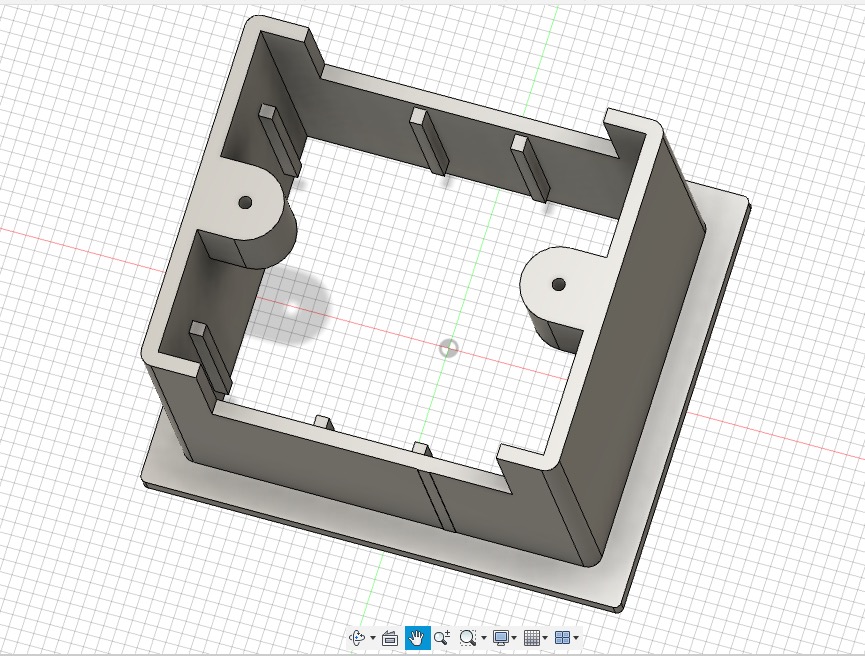
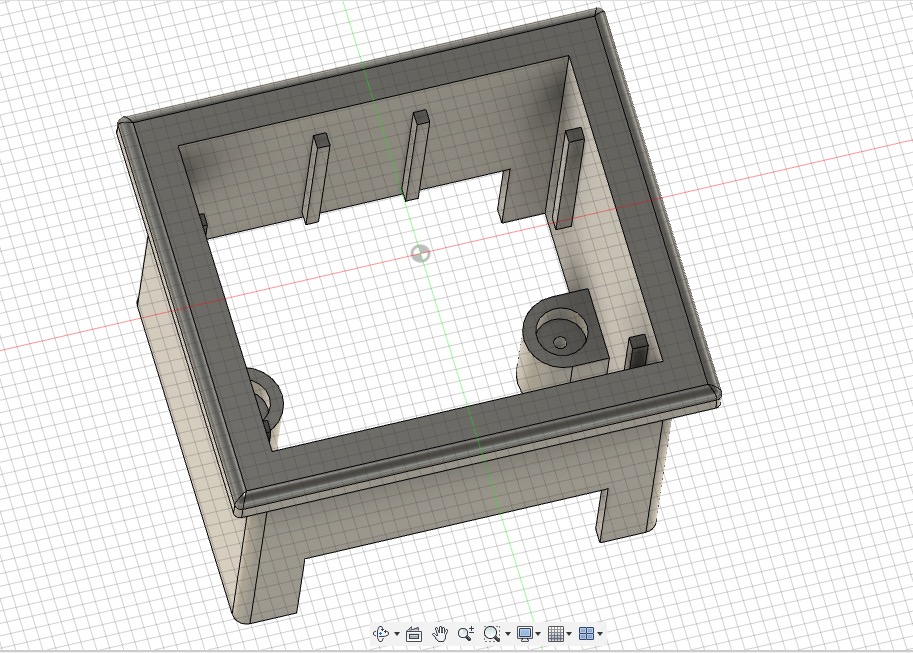
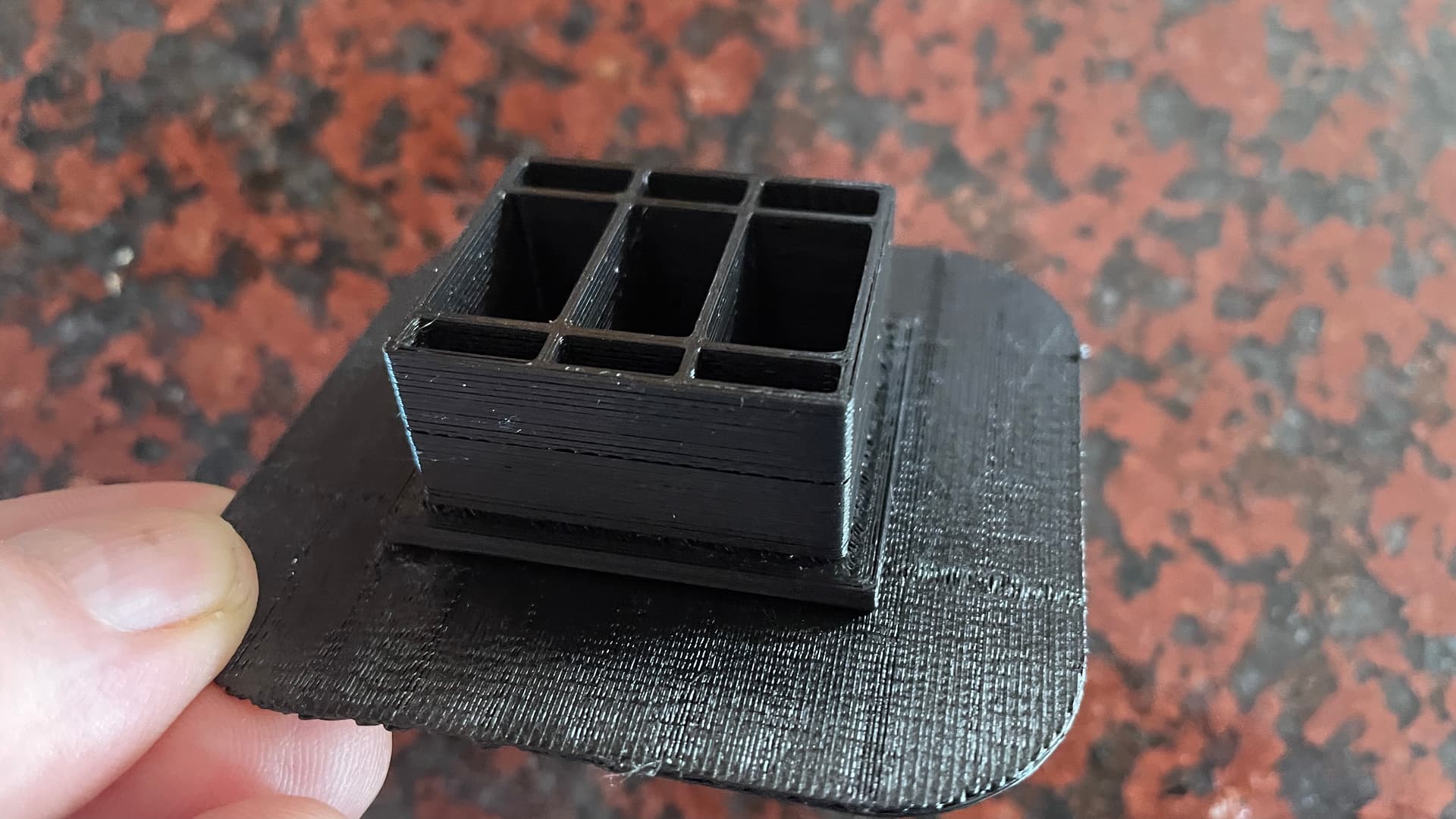
Below are views of the top and bottom of a raft with the model removed, post printing:
Top of Raft (Model Side)

Bottom of Raft (Print Bed Side)

Numerous online resource advise that if we use a perfect glass print bed, we will get very nice bottom finishes; but my experience that the strong adhesion on glass often requires some tools to remove the model from the bed, and this will damage, to varying degrees, the model). In a perfect world, where the perfect glass surface ends up with a perfect print which perfectly pops off the print bed, yes we will get a nice surface; but my experience is that a perfect print is a lower percentage print when printing many prototypes, one after the other.
The online reference sites (like the ones below) also opine that this extra 1mm of plastic waste is a downside of using rafts; but my experience is that you sometimes have to toss prints into the waste bin because of a poor bottom surface finish with brims and skirts, which would not happen if you used a raft.
Sorry that I do not have the time to make polished YT videos to illustrate this; but in the past few days I have printed 4 perfect prints with beautiful "bottom surfaces" in a row with rafts after a number of "not beautiful bottom finishes" using brims and skirts. The difference in bottom surface quality is remarkable and rafts provide a consistently higher quality finish on the bottom of the print vis-a-vis brims and skirts.
Close Up of Bottom of Model
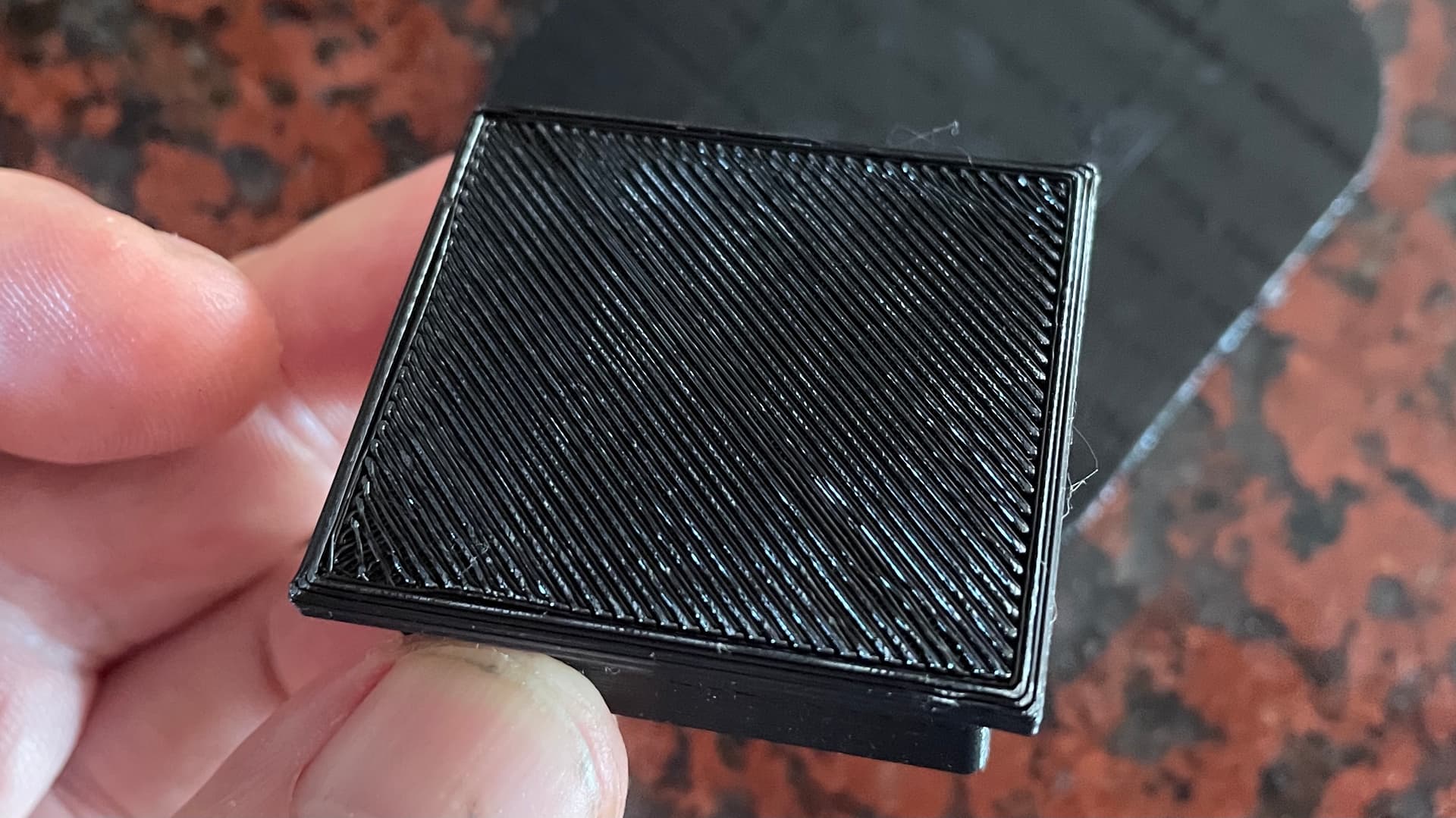
Note. The finish of this print looks much better "in the real" viewing at a normal distance from the surface.
In brief summary, I am not advising that everyone stop using brims and skirts and should print only on rafts; however, if a maker needs a nice bottom surface finish and not getting the results you want with brims and skirts, do not hesitate to switch to a raft. Rafts have a undeserved "bad rap" in 3D printing; but in fact, rafts are very cool and can produce outstanding bottom surfaces in 3D prints, when required.
Please comment if you have experience using brims, rafts and skirts and any experience you have with bottom surface finishes where the model meets the print bed or if you would like to know more details about my testing and prototyping.
Reference:
See Also: